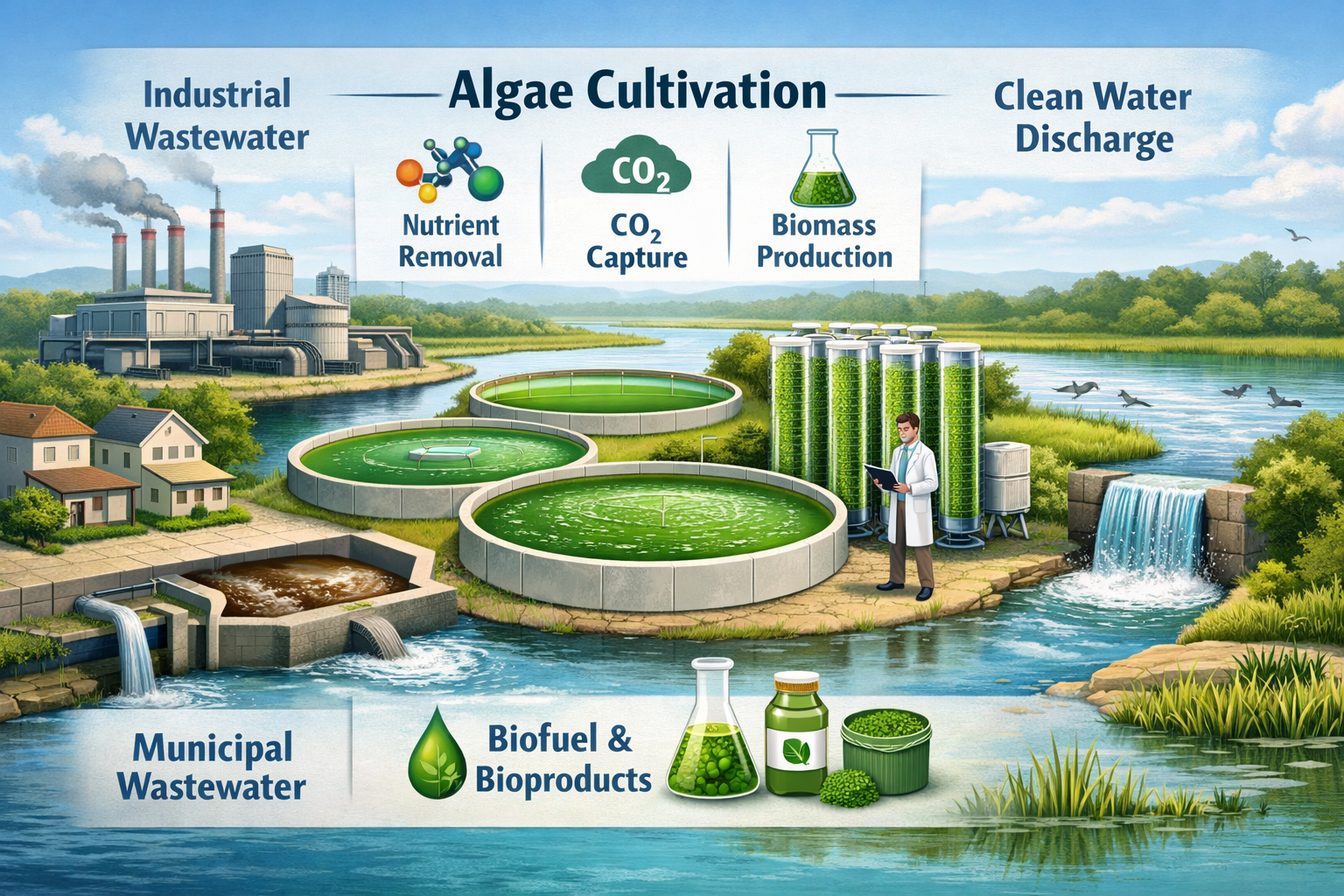
Large-scale algae chemical production starts with the cultivation system, and the two core machinery options are open raceway ponds and closed photobioreactors (PBRs). Raceway ponds are the most economical for mass cultivation, while PBRs give tighter control over contamination, light, and growth conditions, which is useful for higher-value chemicals. Industrial plants often use CO₂ injection, paddle wheels or internal circulation, temperature control, and online sensors for pH, dissolved oxygen, and biomass density.
After cultivation, the next required systems are harvesting and concentration units, because microalgae are usually very dilute in water. Large facilities commonly use flocculation, dissolved air flotation, membrane filtration, and centrifugation; centrifugation and filtration are especially important when higher purity is needed. Harvesting is a major cost center and can account for roughly 20–30% of total production cost, so industrial designs often combine two or more separation stages rather than relying on a single machine.
Once biomass is concentrated, plants need dewatering and drying equipment such as belt filters, filter presses, spray dryers, drum dryers, or low-temperature dryers, depending on whether the target product is food, feed, pigment, or specialty chemical. This stage is closely linked to cell-disruption machinery—for example bead mills, high-pressure homogenizers, ultrasonication, and microwave-assisted systems—because many algae species have tough cell walls that limit chemical recovery. In commercial practice, the choice depends on whether the plant is producing oils, proteins, pigments, or polysaccharides.
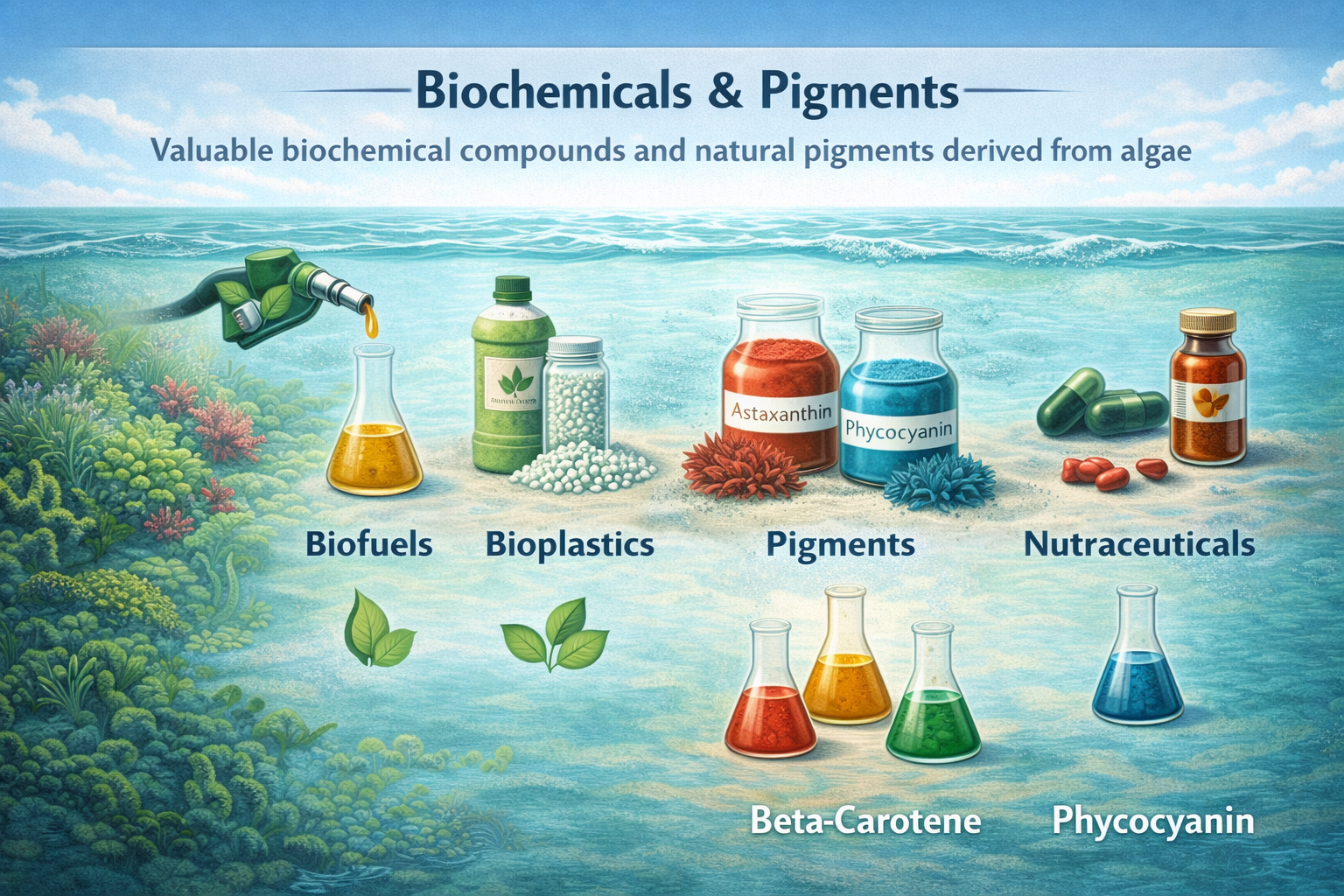
The main extraction and purification systems include solvent-extraction units, supercritical CO₂ extractors, enzymatic reactors, liquid–liquid separators, membrane fractionation, and chromatographic polishing systems. Supercritical CO₂ is attractive for high-value food, cosmetic, and pharma ingredients because it can recover lipids and carotenoids with minimal solvent residue, while membrane systems help separate fractions in cleaner, lower-chemical workflows. For peptide, pigment, and omega-3 production, many plants also need solvent-recovery and evaporation units to lower operating cost and meet quality standards.
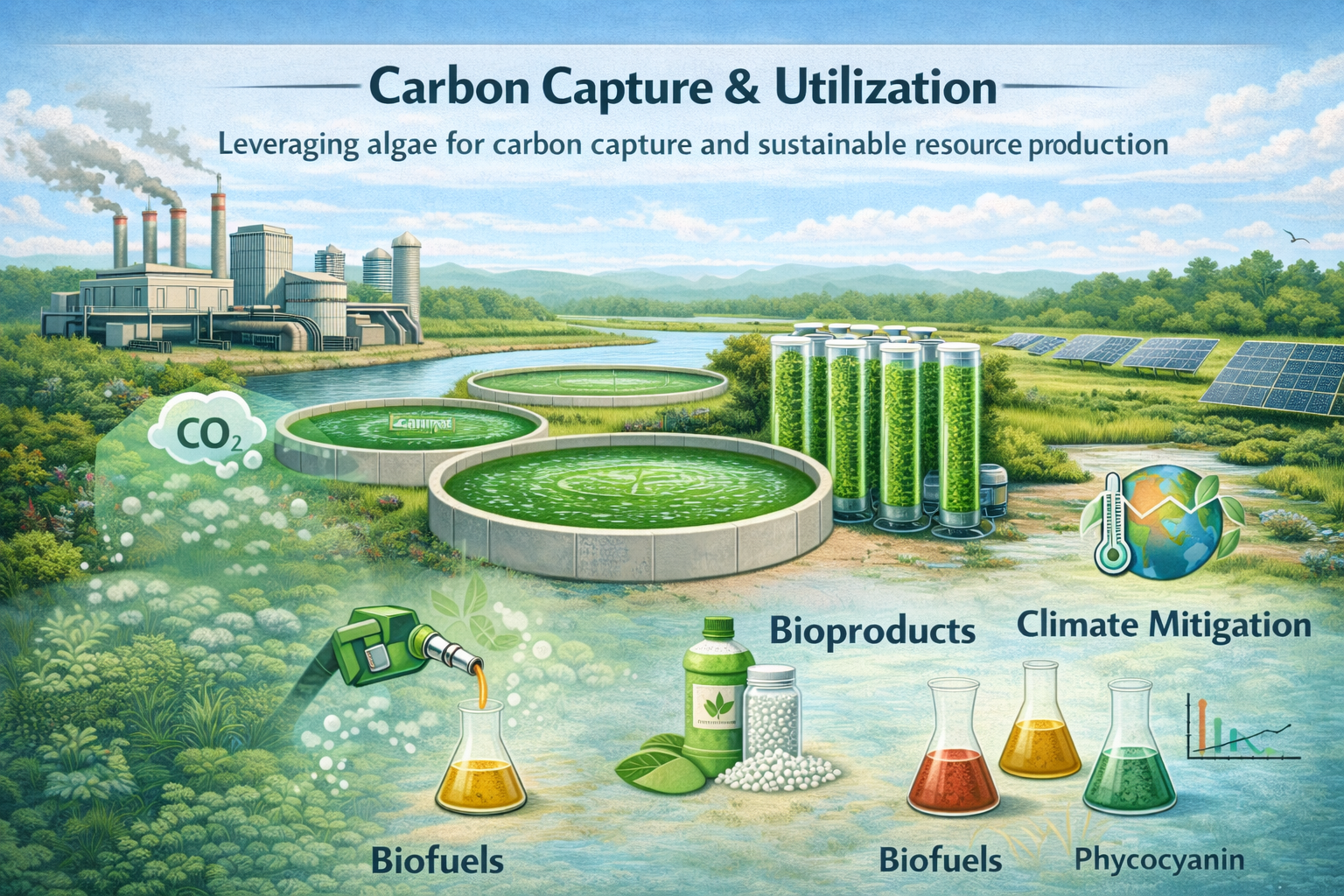
A truly large-scale algae chemical plant also needs integrated utilities and control systems: CO₂ delivery, nutrient dosing, wastewater pretreatment, clean-in-place systems, storage tanks, heat exchangers, pumps, compressors, and PLC/SCADA automation for process control. The most competitive global facilities are moving toward biorefinery layouts, where one biomass stream is fractionated into multiple products instead of making only one output. That integrated model is already visible in industrial-scale microalgae facilities, including vertically stacked PBR systems operating at commercial scale.